Products
Technology

Introduction
NANTICO TPU resins are designed for injection moulding of large and small parts.
Soft TPU products range, shore hardness from 53A to 90A, exhibits low modulus of elasticity and excellent retention of flexibility at very low temperatures.
Hard TPU products range, shore hardness from 40D to 70D, exhibits high modulus of elasticity, and excellent low-temperature impact properties.
All materials produce a controlled viscosity melt that fills diversified mould shapes under controlled injection pressure.
The melt viscosity allows the material to flow even through small gates and in thin sections.
Controlled viscosity melt, combined with controlled injection pressure, minimizes the possibility of producing highly stressed parts consequently having related defects.
General considerations for moulding equipment
NANTICO TPU resins can be moulded by means reciprocating screw-type injection moulding machines. Reciprocating screw machine are recommended due to the fact that more homogeneous material and uniform melt temperature can be achieved.
This choice also permits lower process temperatures, which is generally an advantage.
Use a machine that can provide temperature control up to 230°C and injection pressure of up to 100 MPa.
Mould clamp force needed is around 300 to 400 kg/cm2.
Some considerations for injection moulding screw choice related to resins are:
- A general-purpose screw with(L/D) ratio of at least 20:1 has to be selected
- A compression ratio in the range 2:0-1 to 3.0:1 has to be considered
- A 2.5:1 compression ratio is suitable on most situations
- Quick -transition screws are not recommended because of the excessive melt temperature and consequent degradation of the resins that can occur with them
- Chrome-plated screws are recommended for ease of cleaning
- An abrasion-resistant barrel liner, is preferred
Injection moulding process adjustment
Optimizing injection moulding process involves several variables:
- Ratio of heat from external heaters to frictional heat.
- Injection parameter (speed and pressure).
- Hold pressure/time.
- Cooling evolution.
- Mould temperature.
TPU successful processing by injection moulding is very dependent by a wide range of variables like machine size, shot size, screw geometry and mould design.
Due to these factors, right machine conditions for optimum processing have to be determined by the processor and related to system chosen.
NOTE. Reported processing data, represent only the range for initial processing settings to be used during start-up and require adjustment to overcome the adequate properties of single parts. Processing parameters able to optimize appearance of a moulded part can be easily achieved. However, the same settings might not achieve optimum part dimensions or shape. When moulding parts need to hold defined dimensional tolerances, a practical evaluation on moulding parameters has to be realized in order to optimize dimensions and appearance.
Heating zones settings
Barrel
The starting barrel temperature ranges are approximate and can vary, depending on screw geometry, frictional heating, cycle time, and material flow properties.
Take care to maintain a consistent melt temperature and inspect the heater equipment periodically.
Nozzle
The nozzle has to be controlled to the same temperature as the melt one. This prevent material from setting up between shots and will not cause overheating degradation.
The nozzle has to be preferably equipped with an independent heating system to maintain a constant melt temperature.
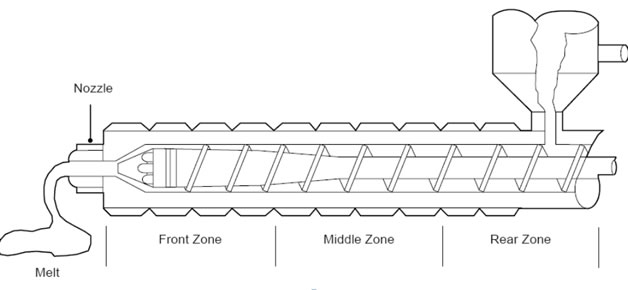
Typical processing temperature
| Product | Rear | Middle | Front | Nozzle |
|---|---|---|---|---|
| Polyester based types | ||||
| 60 – 75 Sh.A | 160 – 170°C | 165 – 175°C | 170 – 180°C | 175 – 185°C |
| 80 – 95 Sh.A | 180 – 190 °C | 185 – 195 °C | 190 – 200 °C | 195 – 210 °C |
| 55 – 75 Sh.D | 190 – 200 °C | 195 – 205 °C | 200 – 210 °C | 210 – 220 °C |
| Polyether based types | ||||
| 60 – 75 Sh.A | 160 – 170°C | 165 – 175°C | 170 – 180°C | 175 – 185°C |
| 80 – 95 Sh.A | 180 – 190 °C | 185 – 195 °C | 190 – 200 °C | 195 – 210 °C |
| 55 – 75 Sh.D | 185 – 195 °C | 190 – 200 °C | 195 – 205 °C | 200 – 210 °C |
Melt temperature
When NANTICO TPU resins are properly processed, the melt has to be homogeneous in appearance (slightly whitish or pale yellow colour). Very high transparency usually denotes an high melt temperature. Often a check for effective melt temperature at nozzle zone is recommended.
For accurate melt temperature measurement:
Make an air shot from a normal processing cycle and immediately insert a thermocouple probe into melt centre. Keep it in the melt until the maximum temperature is reached.
If the melt appears foamed, moisture content is too high and further drying is necessary.
Injection & holding pressure
The amount of first stage injection pressure (booster pressure) that is required to fill the mould shape will depend on the barrel temperature set, injection speed, mould temperature & design.
Generally, pressure range of 50 to 75% in respect to the maximum available leads to suitable processability. Starting with lower pressures and increase to the optimum pressure to avoid defects on moulded part is reccomended.
The second stage injection pressure (holding pressure) has to be set to values able to maintain a full part as the part cools and demoulds. This pressure is typically 1/2 to 2/3 of the first stage injection pressure. Parts having thicker sections usually require greater holding pressure. Over packing the part with excessive holding pressure or time on the first stage injection pressure increases in moulded stress detrimental to properties.
Generally, sink marks opposite the gate indicate that more injection pressure/time is needed. If it is apparent that gates are frozen off, hold pressure can be reduced saving energy consumption. Holding pressures of about 60% – 80% of the injection pressure are the general rule.
Injection speed
A slow-to-moderate injection speed should be used at the start of the moulding run and increased to the point where the part fills and no signs of weld lines appears. If the injection speed is too fast, excessive frictional heat build up is common and consequent defeats on moulded part are evident.
In general, fill the mould as rapidly as possible to minimize the appearance of weld lines, improve weld-line strength, improve surface finish, and lower the required injection pressure. Overall injection time depends on the machine and part geometry. Fast injection speed is necessary for thin-walled parts to fill the mould cavity before the material cools.
Slow injection speeds may be necessary to minimize weld lines.
Screw backpressure
The proper value for screw backpressure will vary from machine characteristic, but generally the backpressure should be in the 3 to 10 bar range. Low compression ratio screws may require back pressures adjustment.
Screw speed
A rotational screw speed of 40 – 80 rpm may be used with NANTICO TPU resins.
Screw speeds in the low range, 20 – 40 rpm, are preferred.
Low screw speed leads to a more homogeneous temperature distribution in the melt than high screw speed.
Mold temperature
Optimal mould temperature varies according to part thickness and the particular grade of NANTICO TPU resin being processed. Thicker parts require a lower temperature to effectively cool the resin empolying a reasonable cycle time.
Softer resin grades should be moulded using a lower mould temperature than the harder grades. The range may be from about 18° C to 43°C. Check mould temperature on the mould shape and core surfaces rather than believe on the mould temperature control settings .
To help ensure proper mould temperature, temperature controllers on the mould are necessary for moulding. Ordinary water circulating heat exchanger units are satisfactory. They has to be capable of maintaining mould temperatures in the range of 10°– 66°C.
Drying
NANTICO TPU are fully reacted thermoplastic polyurethane materials and does not react when exposed to atmospheric moisture.
At the other hand polyurethanes are hygroscopic and they absorb moisture when the containers are opened to the atmospheric ambient.
The amount and rate of absorption depends by urethane type as well as by the temperature and humidity of the air at which it is exposed.
Excessive moisture can also cause splay, voids, and parts sticking to the mould, and a severe reduction of the service life of the part.
For this reason, like as many other thermoplastic materials, NANTICO TPU has to be dry when moulded. For small quantity of material, an oven dryer is satisfactory. Product has to be dried for two hours at 70 - 90?C. When larger volumes of material make oven drying difficult, a dehumidifying hopper dryer is recommended.
Colouring
Before blending colour into the NANTICO TPU resins, be sure the resin is dry. If a colour concentrate is used, dry it in the same manner as the TPU.
Dry the pigments or dyes at a temperature as high as is practical.
After the pigment has been properly dried, tumbler-blend it or the colour concentrate into the resins pellets in the desired concentration for 5 – 10 minutes. This blend can then be injection-moulded with a colour dispersion nozzle.
Further note
Feeders can be optionally equipped with magnetic sieve in order to prevent machinery damages due to metallic contaminations in feeding product.
Typical moulding problems & probable causes
Sink marks
- Shot too small
- Hold pressure too low
- Hold time too short
- Gates too small or in wrong location
- Injection speed too fast
- Stock temperature too high
- Mold temperature too high
- Cooling time too short
- Sprues, runners or gates too small
Short shots
- Insufficient material
- Injection pressure too low
- Injection speed too slow
- Cylinder temperature too low
- Mold temperature too low
- Insufficient venting
- Sprues, runners or gates too small
Splay
- Material not dried properly
- Melt too hot
- Injection too fast
- Gates too small
Unfluxed granules
- Barrel temperature profile wrong. Too cold in the rear and middle zones.
- Cold spots in the nozzle or nozzle adapter
- Cold spots in the hot runner
Foaming appearance
- Melt too hot
- Excessive moisture
Swelling (thick mould)
- Melt too hot
- Excessive moisture
- Cooling time too short
- Mold temperature too high